Уважаемые коллеги. Размещение авторского материала на страницах электронного справочника "Информио" является бесплатным. Для получения бесплатного свидетельства необходимо оформить заявку
Положение о размещении авторского материалаРазмещение информации
Изготовление трубной заготовки диаметром 140 мм в условиях ОАО «ЧМК»


Южно-Уральский многопрофильный колледж
Аннотация
Проект посвящен исследованию возможности производства трубной заготовки диаметром 140 мм из собственной непрерывно-литой заготовки сечением 300х360 мм на стане 780 ОАО «ЧМК». Используя технологические инструкции, чертежи, был изучен технологический процесс прокатки на стане, произведены необходимые расчеты и технически и технико-экономически обоснована возможность получения искомого готового профиля, в этой связи подготовлены рекомендации по модернизации производства.
Прокатное производство – завершающая стадия металлургического производства. Прокаткой производится готовая продукция, такая как рельсы, балки, швеллеры, трубы и т.п. Прокатные изделия широко применяют в машиностроении, строительстве, в сельском хозяйстве, на транспорте, в метизном производстве.
Развитие современного прокатного производства основывается на использовании нового, более совершенного нагревательного, прокатного и отделочного оборудования, характеризующегося поточностью ряда технологических процессов и операций, более высокими скоростями и интенсивными режимами работы, возрастающей массой исходного продукта, повышением качества заготовки.
Челябинский металлургический комбинат (ЧМК) – ведущее предприятие страны по производству специальных сталей и сплавов. Многое в отечественной металлургии освоено впервые на ЧМК1:
- производство свинецсодержащих сталей повышенной обрабатываемости;
- прокатка металла из труднодеформируемых, малопластичных, тугоплавких марок стали на прокатных станах.
Прокатное производство ЧМК – это пять цехов, представленных одиннадцатью станами: обжимными, сортовыми, заготовочными и листовыми. Отличительной особенностью комбината является поставка большого количества проката в незавершенном виде (заготовки для других заводов).
Целью настоящей работы явилось рассмотрение возможности изготовления в условиях ЧМК трубной заготовки диаметром 140 мм, весьма востребованной в трубном производстве, как в нашем городе, так и за его пределами и, таким образом расширение профильного сортамента. В ходе достижения поставленной цели был решён круг исследовательских и технических задач:
- рассмотреть характеристику основного оборудования прокатного стана 780 ОАО «ЧМК» и технологический процесс прокатки на нём;
- выполнить расчеты калибровки прокатываемого профиля с учётом действующей системы калибровки на стане;
- выполнить расчеты энергосиловых параметров прокатки с учетом допустимой нагрузки на двигатели и расчет часовой производительности стана;
- раскрыть ряд вопросов по организации производства данного профиля, проанализировать узкие места в технологическом процессе и предложить мероприятия по их устранению.
Стан 7802 – линейного типа, введенный в эксплуатацию в 1952 г. В прокатный цех №1, и неоднократно реконструированный, расположен в трех параллельных пролетах. На данном стане в проектном сортаменте существует сталь круглая и заготовка трубная диаметром 90-180 мм (по ГОСТ 2590-88, ГОСТ 2591-88), однако с учётом многих реконструкций и существующих режимов, возможность изготовления трубной заготовки диаметром 140 мм, рассматривается лишь как теоретически возможная и требует дополнительных расчетов.
В ходе работы, были произведены расчеты калибровки круглого профиля для трубной заготовки 140 мм из собственной непрерывно-литой заготовки 300х360 мм, расчеты энергосиловых параметров прокатки – рисунки 1-3 (сопротивление деформации, удельное и полное давление металла, усилия и моменты двигателей, их коэффициент загрузки), расчеты технической производительности стана.
Расчетная мощность двигателей составила 1025,4 кВт против допустимых 3150 кВт. Прокатка осуществляется в десять проходов с учётом действующих режимов, с изменением пары чистового и предчистового калибров на необходимые для получения данного профиля.

Рисунок 1 – Сопротивление деформации
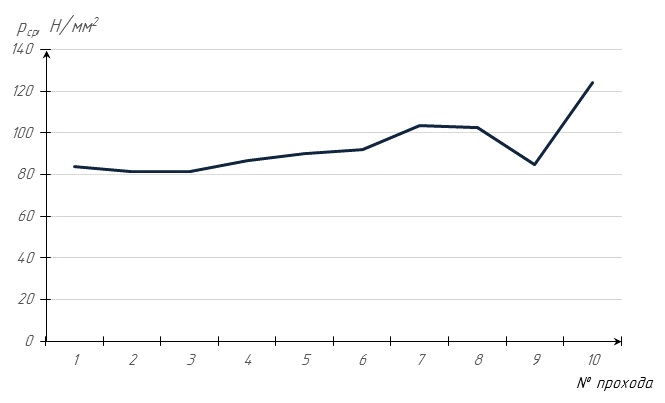
Рисунок 2 – Удельное давление металла

Рисунок 3 – Полное давление металла
Расчеты показали, что привод стана в целом необходимую нагрузку выдерживает (коэффициент загрузки двигателей в пределах 0,9 от номинальной мощности).
Техническая производительность стана определялась по формуле:

где  – производительность стана по данному виду проката, т/ч;
– производительность стана по данному виду проката, т/ч;
3600 – количество секунд в часе;
G – масса заготовки, тонн;
![]() – коэффициент использования стана во времени;
– коэффициент использования стана во времени;
q – коэффициент выхода годного металла показывает количество годного металла с одной тонны заданного в производство;
R – ритм прокатки, секунд.
![]()
Таким образом, стан сможет обеспечить удовлетворительную производительность на уровне 80 тонн в час, что позволит обеспечить равномерную загрузку стана в течение года. Следовательно, данный профиль можно прокатывать на стане 780, прокатного цеха №1 ОАО «ЧМК» без каких-либо существенных реконструкций.
________________________________________________________________________
1www.mechel.ru
2Настройка стана 780 и контроль за ходом прокатки: технологическая инструкция ТИ П1-СП-02-2004. – Челябинск: ЧМК, 2004. – 5 с.
Назад к списку